
ASI Magazin: Real-Time Monitororing svojstava ljepila i brtvila
Praćenje u stvarnom vremenuoring svojstava ljepila i brtvila
Novi intrumenti za linijske i proizvodne aplikacije
Ispravna prilagodba karakteristika protoka brtvila i termoreaktivnih ljepila ključna je za njihovu učinkovitost u visoko automatiziranim proizvodnim okruženjima velike brzine.
Automatska primjena brtvila i ljepila, na primjer, u automobilskoj proizvodnji zahtijeva primjenu predvidljivih, ponovljivih količina, te da pravilno teku i ostaju na mjestu tijekom posljednjeg razdoblja vezivanja. U tiskarskoj industriji laminiranje plastičnih filmova vrši se na specijaliziranim strojevima za velike brzine koji zahtijevaju pomnu kontrolu viskoznosti ljepila. Smole koje se nanose na tekstilne podloge i prostirke za izradu kompozitnih preprega zahtijevaju točno stupnjevanje smole matrice.
Karakteristike protoka brtvila i ljepila tradicionalno se mjere pomoću reometra, delikatnog preciznog laboratorijskog instrumenta koji zahtijeva vještog operatera da da točne i dosljedne rezultate. Mjerenja reometrom oduzimaju puno vremena, ograničavajući njihovu upotrebu na komponente smole prije miješanja, a u slučaju sporo stvrdnjavajućih sustava, ubrzo nakon miješanja. I konačno, rezultati reometrijskih ispitivanja u laboratoriju često su ograničene upotrebe u proizvodnji monitaoring, budući da daju uvid u prošlost, a ne u sadašnje stanje materijala koji se primjenjuje.
Viskozimetri temeljeni na vibracijskim elementima nude održivu alternativu reometrijskim mjerenjima. Daju brza, dosljedna očitanja, a posebno su prikladni za ugrađene instalacije. Rezonantni senzori mogu se instalirati izravno u tehnološke linije koje nose brtvila, ljepila ili druge tekućine, a mogu se koristiti ili za praćenje karakteristika tekućine koja teče, ili se mogu spojiti na upravljačke sustave koji dinamički prilagođavaju karakteristike protoka fluida dodavanjem razrjeđivača ili drugih dodataka. Takva povratna kontrola viskoznosti procesa dobro je poznata i provjerena metoda za, na primjer, održavanje točnosti boje tijekom dugih, velikih brzina u fleksografskim i strojevima za duboki tisak. [1]
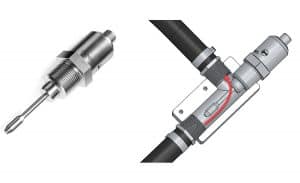
Slika 1. Inline viskozimetar (lijevo) i instaliran u adapteru protočne linije za inline aplikacije.
Ljepila i brtvila nude dodatni izazov mjerenju i kontroli viskoznosti zbog svojih karakteristika tečnosti koje nisu Newtonove. Newtonova tekućina pokazuje istu viskoznost bez obzira na brzinu vretena rotirajućeg instrumenta, poput reometra ili viskozimetra. Ne-newtonovske tekućine osjetljive su na smicanje-njihova izmjerena viskoznost ovisi o brzini vretena rotacijskog reometra ili o vibracijskim karakteristikama uređaja na temelju mehaničkog rezonatora.
Ponašanje ovisno o smicanju bitno je za većinu ljepila i brtvila. Moraju slobodno teći dok se nanose na podlogu, ali moraju ostati na mjestu dok se potpuno ne fiksiraju, bez opuštanja ili kapanja sa spoja. Takvi materijali ne ovise samo o brzini smicanja, već mogu zahtijevati određenu silu da bi se pokrenuli. Ponašaju se poput čvrstih tijela kada su nesmetani, ali kada su određeni napon tečenja je premašen, teku kao tekućine. A oni mogu biti ovisni o vremenu, ili tiksotropna, preostala tekućina nakon rezanja i vraćanje u čvrsti oblik tek nakon određenog vremena oporavka.
Reometri (i u manjoj mjeri rotirajući viskozimetri) mogu dati čitav niz mjerenja koja mogu u potpunosti okarakterizirati ponašanje čak i složenih nenewtonovskih tekućina u laboratorijskom okruženju. Tumačenje reometrijskih podataka za predviđanje ponašanja ovih složenih materijala u stvarnom svijetu izazov je i često nije lako primjenjivo na industrijske procese. S druge strane, stvaraju se senzori koji se oslanjaju na vibracijske elemente jednotočkovna mjerenja; očitavaju prividnu viskoznost pri jednoj vrijednosti brzine smicanja koja je često znatno viša od brzina smicanja koje se koriste u rotacijskim instrumentima. Iz tog razloga, mjerenja obavljena na ne-Newtonovim tekućinama s rezonantnim viskozimetrima obično se ne slažu s onima iz rotacijskih instrumenata. Unatoč ovoj razlici u naznačenim viskoznostima između dvije vrste instrumenata, vibracijski viskozimetri pokazali su se vrijednima za monitoring i kontrola viskoznosti izrazito ne-Newtonskih tekućina.
Postoje dva područja primjene u kojima ih praktičnost i robusnost vibracijskih viskozimetara čini idealnim za monitoring te kontrola ljepila i brtvila. Prvi je inline viskozni monitoring za aplikatore. Drugi je cure-monitoring za šaržne operacije u kojima je kritično otkriti kada se miješana serija materijala približava kraju svog vijeka trajanja.
Inline viskoznost monitoring za aplikatore
Brtvila moraju teći slobodno tijekom postupka nanošenja, ali ne smiju teći niti popustiti nakon nanošenja prije potpunog stvrdnjavanja. To zahtijeva da efektivna viskoznost materijala mora biti jako ovisna o smicanju, imati nisku viskoznost pod velikim brzinama smicanja koje se javljaju u linijama koje služe aplikatoru i u samoj mlaznici aplikatora, te visoku viskoznost, ili čak granicu tečenja nakon doziranja .
Unatoč važnosti protočnih svojstava ljepila i brtvila, osobito u slučaju brzog automatskog doziranja i nanošenja, malo je ili nimalo dostupnih podataka o tome da se ugrađeni instrumenti primjenjuju na nadzor ili kontrolu konzistencije ljepila i brtvila.
Rheonics je instalirao SRV ugrađene viskozimetre u prešu za laminiranje velike brzine u kojoj je kontrola viskoznosti ključna. Operater preše je isprobao rotacijske viskozimetre za monitoring viskoznosti ljepila, ali onečišćenje rotirajućih dijelova osušenim ljepilom učinilo je njihovu upotrebu nepraktičnom. Trenutno se za nadzor viskoznosti koriste efluksne čašeoring, ali oni su izrazito neprecizni i nisu istinski ugrađena mjerenja. Njihova je upotreba dugotrajna, čineći česta mjerenja nepraktičnima i stoga dopuštajući fluktuacije viskoznosti veće od željenih, a time i karakteristike protoka ljepila za laminiranje. Problem je složeniji u strojevima za laminiranje velike brzine jer valjak za nanošenje obično radi u otvorenom koritu ljepila, iz kojeg otapalo neprestano isparava, kao što je prikazano na sljedećoj slici:

Slika 2. Spremnik ljepila u stroju za laminiranje velikom brzinom.
Kao i u slučaju tiskarskih boja u strojevima za fleksografiju i rotogravuru, ovo postupno isparavanje postupno povećava viskozitet medija, zahtijevajući povremeno doziranje otapala za stabilizaciju medija pri gotovo konstantnoj viskoznosti, osiguravajući pravilnu primjenu tijekom dugih i velikih brzina.
Vibracijski senzori viskoznosti imaju rezonatore koji obično rade na frekvencijama od nekoliko stotina herca, do nekoliko desetaka kiloherca, ovisno o određenom principu rada. Iako nije moguće odrediti stvarnu brzinu smicanja, raspon brzina smicanja je visok, jednak ili veći od onih koji se nalaze u opremi za nanošenje. Iz tog su razloga vibracijski senzori viskoznosti korisni za monitoring konzistenciju ljepila i kako će djelovati tijekom operacije nanošenja.
Vibracijski viskozimetri rade mjerenjem prigušenja vibracija induciranih u mehaničkom rezonatoru uronjenom u tekućinu. Rezonatori koji se koriste u vibracijskim viskozimetrima spadaju u dvije opće kategorije, oni koji vibriraju poprečno, kao što su vilice za ugađanje i konzolne grede, i oni koji vibriraju torzijski. Torzijski rezonatori posebno su korisni za mjerenje viših viskoziteta koji se često susreću s brtvilima i ljepilima, budući da poprečne vibracije imaju tendenciju jačeg prigušivanja visokoviskoznim tekućinama. Torzijski rezonatori također imaju tendenciju da budu manje osjetljivi na njihovu blizinu stjenkama cijevi i drugih posuda, što čini opcije instalacije fleksibilnijima. Kada se viskozitet treba mjeriti u liniji sa sustavom primjene, mehanička kompaktnost može biti prednost, budući da su vodovi protoka često malog promjera s relativno niskim brzinama protoka u usporedbi s drugim primjenama procesa. Budući da vibracijski senzori imaju tendenciju proizvesti reakcijske sile u svom postavljanju koje mogu utjecati na njihovu osjetljivost, senzori koji su vibracijski uravnoteženi posebno su slobodni od utjecaja okoline koji utječu na neuravnotežene rezonatore. Rheonics SRV linijski viskozimetar temelji se na ovom patentiranom torzijsko uravnoteženom rezonatoru. [2]
Monitororing stupanj stvrdnjavanja u šaržno miješanim ljepilima
Drugo važno područje interesa za ljepila je monitoring stupnja otvrdnjavanja ljepila i smola. Ovo je važno u primjenama ljepila za određivanje je li određena serija materijala postigla potrebna mehanička svojstva, umjesto da se oslanja samo na specifikacije proizvođača i prilagođavanje parametara procesa. U operacijama kalupljenja važno je odrediti kada je sigurno izvaditi očvrsli dio od kalupa, au proizvodnji kompozita odrediti kada je laminirani dio potpuno očvrsnuo.
Puno je metoda objavljeno za monitoring stupanj otvrdnjavanja, ali većina se oslanja na neizravna mjerenja, poput električnih ili optičkih karakteristika, a ne na izravna mjerenja mehaničkih svojstava. Dostupne su eksperimentalne ultrazvučne metode, ali one su obično ograničene na vrlo male uzorke u strogo kontroliranim uvjetima, budući da slabljenje ultrazvučnih valova može biti prilično veliko tijekom procesa stvrdnjavanja[3]. Također, ultrazvučna mjerenja obično se provode u rasponu frekvencija megaherca, što za ne-Newtonove materijale možda neće odražavati njihovo ponašanje pri brzinama deformacije bližim onima koje se nalaze u njihovim stvarnim primjenama.
Uređaj, Rheonics CureTrack™ trenutno testira Rheonics GmbH. Predviđa geliranje u serijama prethodno pomiješanih ljepila i brtvila. Slika 2 u nastavku prikazuje instrument CureTrack s njegovom upotrebom u laboratorijskom ispitivanju.

Slika 3. CureTrack instrument s krupnim plavom uzorkom epruvete i vrhom igle
CureTrack uređaj temelji se na a Rheonics SRV senzor viskoznosti s Luerovim konusom na vrhu koji omogućuje spajanje konvencionalne jednokratne igle za doziranje kako bi se produžio njezin osjetljivi element. Korištenjem jednokratnog nastavka sam senzor nije izložen ljepilu; igla se jednostavno može odvojiti i baciti zajedno sa želiranim ili stvrdnutim materijalom.
CureTrack daje dva broja: prigušenje i frekvenciju rezonatora instrumenta. Prigušenje ovisi o viskoznosti materijala, dok učestalost ovisi o njegovoj krutosti. Izlaz CureTrack -a stoga daje snimku viskoelastičnog ponašanja materijala dok prolazi kroz postupke geliranja i stvrdnjavanja.
Sl. 3 i 4 prikazuju krivulje stvrdnjavanja dva različita epoksidna sustava, zabilježene u CureTrack -u. Prvi je potrošačko epoksidno ljepilo s učvršćivačem na bazi tiola, Pacer Technology PT39 Z-Poxy 30-minutni epoksid. Navedeno je da ima vrijeme stvrdnjavanja 30 minuta i obično se prodaje u hobi trgovinama za izradu modela. Drugi je smola Axson Epolam 2017 s učvršćivačem Epolam 2018, sustavom za stvrdnjavanje aminom koji se koristi za mokre polaganje laminiranih kompozita. Nazivno vrijeme geliranja je 6 sati pri omjeru smole/učvršćivača 100: 30 na 23 ° C u procesu laminiranja, u kojem velika površina ograničava egzotermičko zagrijavanje i ubrzavanje procesa stvrdnjavanja
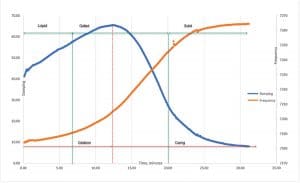
Slika 4. Krivulje stvrdnjavanja brzosušećeg potrošačkog epoksidnog ljepila Pacer Pt39 Z-Poxy. Na grafikonu je prikazano prigušivanje i učestalost CureTrack-a s tekućom, geliranom i čvrstom fazom ljepila.
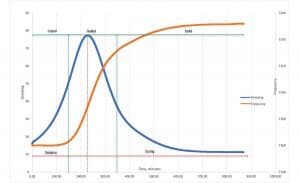
Slika 5. CureTrack krivulje stvrdnjavanja epoksidno laminirane smole sporo stvrdnjavajuće smole Epolam 2017 s učvršćivačem 2018 u omjeru 100: 30. Na grafikonu su prikazane tekuće, gelirane i kruto stvrdnute faze smole.
Glavni pokazatelj nadolazeće gelacije je stoga brz porast naznačene viskoznosti, nakon čega slijedi povećanje rezonantne frekvencije rezonatora senzora.
Ove krivulje prikazuju dva različita procesa i tri regije.
Procesi su geliranje i stvrdnjavanje. Gelacija je proces karakteriziran rastućim prigušivanjem i rastućom učestalošću, što odražava porast i viskoznosti i krutosti smole. Materijal prelazi iz tekućeg u gelirano stanje. Otvrdnjavanje, koje karakterizira smanjenje prigušivanja i povećanje krutosti, postupak je nakon geliranja, koji pretvara materijal iz visoko viskozne ljepljive mase u krutu krutu tvar. Ovi procesi također definiraju tri stanja kroz koja se materijal kreće tijekom geliranja i stvrdnjavanja:
- Područje tekućine, u kojem je krutost materijala vrlo niska, odražava se na niskoj i relativno konstantnoj frekvenciji rezonatora CureTrack -a. U ovom je području viskoznost također relativno niska, na što ukazuje niska vrijednost prigušenja.
- Gelirano područje u kojem krutost i prigušivanje materijala brzo rastu. Materijal u ovom području je ljepljiv - ima visoku viskoznost koja doseže maksimum, što ukazuje na vrhunac procesa geliranja prije nego što počne skrućivanje. On postaje sve krućiji, formirajući gumenu masu prije konačnog stvrdnjavanja.
- Čvrsta regija. Prigušenje se ponovno smanjilo na nisku i relativno konstantnu vrijednost. Rezonator sada proizvodi prvenstveno elastično smicanje materijala, s malim rasipanjem zbog viskoznih sila.
Dva skupa krivulja ilustriraju sposobnost CureTrack -a da osjeti početak procesa geliranja, kao i da daju kvantitativne podatke koji omogućuju praćenje cijelog procesa stvrdnjavanja.
Šimkin [4] objavio je izvrstan članak o stanju ljepila otvrdnjavajućeg monitaoring. On zaključuje da iako niz metoda za monitoring dostupnog vremena geliranja, postoji i nedostatak komercijalne baze instrumenata, kao i opći nedostatak standarda, a samim tim i slaganja između različitih metoda mjerenja.
Većina metoda o kojima govori Shimkin neizravne su, poput dielektrične analize, po tome što mjere svojstvo sustava smole koje je u korelaciji s njegovim mehaničkim svojstvima, ali ne mjeri izravno svojstva koja su funkcionalno važna u primjeni smole sustav. U tom smislu, svaka mjerna tehnologija koja izravno mjeri svojstva, poput geliranja i skrućivanja, daje neposrednu, izravnu povratnu informaciju o stanju smole.
Primjena CureTrack tehnologije
Izravno mjerenje mehaničkih svojstava sustava smola ima primjenu u laboratoriju i na tvorničkom podu, gdje se smole miješaju, nanose i stvrdnjavaju u proizvodnom okruženju.
U laboratoriju se robustan alat za mehaničku analizu, poput tehnologije CureTrack, može koristiti i za istraživanje i razvoj i za kontrolu kvalitete. U laboratoriju za istraživanje i razvoj može se koristiti za analizu svojstava stvrdnjavanja novih smola i formulacija. Njegova jednostavnost i upotreba jeftinih i jednokratnih osjetljivih elemenata omogućuje ekonomsku analizu velikog broja uzoraka bez opasnosti od oštećenja skupih senzora ili zahtijevanja opsežnog i dugotrajnog čišćenja teško uklonjivih ostataka. Radi kontrole kvalitete, miješani uzorci smole mogu se pratiti u laboratoriju bez dugotrajne pripreme ili čišćenja.
Slično tome, za potrebe kontrole kvalitete, robusnost tehnologije može pomaknuti monitoring mješovitih proizvodnih serija u tvornicu, umjesto potrebe za uzimanjem uzoraka za laboratorijsku analizu. Instrumenti kao što je CureTrack mogu se umetnuti izravno u kantu sa smolom kako bi se pratilo njegovo stanje kako proizvodnja napreduje, i da bi se oglasio alarm upozorenja kada prijeti geliranje, a sav preostali materijal mora se zbrinuti prije nego što se skrutne.
Budući razvoj tehnologije također će biti usmjeren na monitoring geliranje u scenarijima stvarne proizvodnje. Na primjer, vrh sonde može se dovesti u kontakt s površinom sloja prožetog smolom kako bi se pratilo stanje materijala matrice. Ili se vrh sonde može umetnuti na kontroliranu dubinu u izlivenu oblikovanu komponentu i ukloniti kako počinje geliranje.
Budući da je temperatura bitan čimbenik u određivanju stope stvrdnjavanja, CureTrack je uključio senzor temperature koji mjeri temperaturu na vrhu sonde. Može mjeriti temperaturu točno na mjestu gdje se mjere geliranje i stvrdnjavanje, omogućujući oba nadzoraoring temperaturu smole i praćenje proizvodnje topline tijekom procesa stvrdnjavanja.
Reference
- Veze do informacija o upotrebi inline viskozimetrije za ispisne aplikacije nalaze se u https://rheonics.com/solutions/
- https://rheonics.com/products/inline-viscometer-srv/
- Materijali 2013, 6, 3783-3804; doi:10.3390/ma6093783 materijali ISSN 1996-1944 www.mdpi.com/journal/materials Prikaz Monitoring stanje stvrdnjavanja termoreaktivnih smola ultrazvukom Francesca Lionetto i Alfonso Maffezzoli
- ISSN 1070-3632, Ruski časopis za opću kemiju, 2016., sv. 86, broj 6, str. 1488–1493. Pleiades Publishing, Ltd., 2016. Izvorni ruski tekst AA Shimkin, 2014, objavljeno u Rossiiskii Khimicheskii Zhurnal, 2014, Vol. 58, br. 3–4, str. 55–61.
Autori
dr. Joe Goodbread
dr. Sunil Kumar
Pregled
Časopis usmjeren na industriju ljepila i brtvila – ASI objavljuje članak koji pokriva Rheonics inline viskozimetar SRV i Rheonics CureTrack™, koji trenutno testira Rheonics. U članku se raspravlja o tehnologiji i principima rada s posebnim naglaskom na istraživanje i razvoj, stvarne proizvodne scenarije i svrhe kontrole kvalitete za primjenu u industriji ljepila i brtvila.
Pronađite vezu do publikacije.
Srodna primjena Napomena

Viskoznost i reologija brtvila i ljepila u formulaciji, ispitivanju i primjeni
Ljepila i brtvila široko se koriste za spajanje, zaštitu i brtvljenje sustava u izgradnji, proizvodnji i održavanju. Ova se industrija suočava s izazovima zbog ograničenih sirovina (rezervi nafte) i negativnog utjecaja sintetskih spojeva na ...
{kind=link}

