
Časopis za industriju boja i premaza: prema nuli problema s kvalitetom automobilske boje s monitorom viskoznosti u stvarnom vremenuoring i Kontrola
Prema nuli problema s kvalitetom automobilske boje s praćenjem viskoznosti u stvarnom vremenuoring i Kontrola
Kroz sve napredovanje u automobilskom dizajnu i proizvodnji tijekom godina, postojala je jedna konstanta - estetika vozila presudan je čimbenik u kupčevim odlukama o kupnji. Dosljednost, kvaliteta i raznolikost završne obrade igraju glavnu ulogu tijekom kupnje. Postupci automobilske obloge i završne obrade koriste napredne tehnologije za proizvodnju trajnih površina, visokokvalitetnih završnih slojeva, istovremeno povećavajući učinkovitost i zadovoljavajući ekološke propise. Količina i kvaliteta boje i premaza očito utječu na proizvodnju, prodaju i troškove održavanja. Problemi s kvalitetom mogu brzo dovesti do nezadovoljstva kupaca, skupog opoziva i odgovornosti. 1 Međutim, osiguravanje ispravne kvalitete boje i premaza jednostavno je i jednostavno poput klika jednim gumbom.
Ispravna viskoznost boje je ključ dobre kvalitete završne obrade. Svi parametri učinka izravno su povezani s viskoznošću tekućeg premaza na mjestu nanošenja. To uključuje izradu filma za premazivanje, učinkovitost prijenosa boje, debljinu i taloženje premaza, podudaranje boja, kakvoće gotove površine i kemijsku otpornost. Viskoznost je glavni čimbenik koji utječe na debljinu i prianjanje premaza. Ispravna kontrola viskoznosti osigurava kvalitetu i vijek trajanja sloja, pomažući u ispunjavanju najviših zahtjeva u pogledu kvalitete i produktivnosti procesa bojanja.
U suvremenim automobilskim postupcima premazivanja, premaz protiv čipova, temeljni premaz, temeljni premaz i prozirni premaz obično se nanose prskanjem, što zahtijeva upotrebu raspršivača. Kvaliteta raspršivanja utječe na kvalitetu raspršenog premaza. Primjena spreja zahtijeva što manju viskoznost kako bi se optimizirala raspršivanje. Međutim, ako je viskoznost preniska, na vertikalnim površinama doći će do popuštanja filma, što će dovesti do neravnina u premazu. To zahtijeva završne slojeve sa složenim reološkim svojstvima. Tijekom prskanja moraju imati nisku viskoznost i mnogo veću viskoznost kada materijal sleti na površinu koju treba obložiti. Uz to, viskoznost boje ovisi o temperaturi, tako da održavanje kvalitete završnog sloja zahtijeva kompenzaciju viskoznosti za temperaturu okoline u procesu.
Viskoznost se u postupcima lakiranja raspršivanjem vrši pomoću ispušne šalice. Operater puni šalicu bojom i mjeri vrijeme potrebno da se šalica isprazni. Što je vrijeme dulje, to je viskoznost veća. To se obično radi u intervalima od 15 minuta ili više, tako da se odstupanja u viskoznosti boje mogu otkriti tek nakon što se poprska značajna količina boje. Također, kontrola temperature mjerenja čaša je teška, ako ne i nemoguća, što dovodi do mogućih velikih odstupanja između izmjerenih vrijednosti i stvarne viskoznosti na mjestu primjene.
Nasuprot tome, monitoring inline viskoznost premaza rezultira višom kvalitetom premaza, povećanim prinosima, značajnim uštedama u korištenju premaza i otapala i minimizira vrijeme zastoja u procesu premazivanja, u usporedbi s tradicionalnim off-line mjerenjima s eflux čašom.
Varijacija temperature dovodi do promjena viskoznosti materijala za bojanje, što rezultira strukturnim razlikama ili progibom. U većini sustava boja postoji tendencija taloženja sadržanih vezivnih i pigmentnih komponenata. Nehomogeni materijal boje neizbježno dovodi do neadekvatnih rezultata bojanja. Smještene komponente boje mogu dovesti do začepljenja i postupnog blokiranja linija. Sastavljeni dijelovi boje u pahuljici rezultiraju zaprljanjem filma boje. Tablica 1. prikazuje neke od tipičnih nedostataka boje i premaza automobila i njihove uzroke.
Konzistentnost premaza na linijama za bojanje u tvornici može se postići čak i pod različitim temperaturama i uvjetima isparavanja automatizacijom sustava za doziranje s kontrolerom pomoću kontinuiranih mjerenja viskoznosti u stvarnom vremenu.
Izazovi u procesu bojenja i premazivanja
Automobilske tvrtke i proizvođači premaza prepoznaju potrebu za praćenjem viskoznosti, ali provođenje tog mjerenja izvan laboratorija godinama predstavlja izazov za procesne inženjere i odjele za kvalitetu. Postojeći laboratorijski rotacijski viskozimetri, reometri i temperaturni monitorioring sustavi su od male vrijednosti u procesnim okruženjima. Na viskoznost izravno utječu temperatura, brzina smicanja, uvjeti protoka, tlak i druge varijable koje su vrlo različite za laboratorijske uzorke od onih u stvarnom procesu. Tradicionalni instrumenti kao što su protočne čaše, čaše za uranjanje, rotacijski viskozimetri, konusni i pločasti viskozimetri te viskozimetri s mjehurićima su spori, radno intenzivni, dugotrajni i skloni netočnostima.
Boje se obično razrjeđuju smicanjem, imaju nižu viskoznost pri većim brzinama smicanja. To je korisno za performanse boje, jer je važno da se boja nanosi kao jednoliki sloj i da ostane na mjestu nakon nanošenja. No konvencionalni viskozimetri ne dosežu visoku brzinu smicanja koja se nalazi u procesu raspršivanja, pa samo neizravno mogu dati informacije o učinkovitosti boje na mjestu nanošenja. Temperatura je također presudna varijabla u određivanju viskoznosti, ali mjerenja u čaši nemaju niti mjerenje temperature niti kontrolu, pa se ne mogu izravno uspoređivati sa stvarnom temperaturom prskanja. To može dovesti do razlika u kvaliteti premaza, jer temperatura postupka varira.
Precizno i odgovorno mjerenje viskoznosti u liniji
Automatizirano in-line mjerenje viskoznosti omogućuje kontinuirano praćenjeoring boje na mjestu nanošenja. Omogućuje kontrolu viskoznosti boje kako bi se osigurala ujednačena kvaliteta gotovog proizvoda. Rheonics' SRV viskozimetar 2 uravnotežen je na osnovi torzijskog rezonatora 3 kompaktni in-line procesni viskozimetar s ugrađenim mjerenjem temperature tekućine (slika 1). S vremenom mjerenja od jedne sekunde detektira fluktuacije viskoznosti u procesnom toku u stvarnom vremenu, dopuštajući poduzimanje korektivnih radnji čim dođe do odstupanja. Inline upravljanje viskoznošću s Rheonics SRV može pomoći u ublažavanju najčešćih problema s premazom automobila poput narančine kore, zamućenja i mrlja, varijacija boja i pucanja otapala koji mogu negativno utjecati na kvalitetu završne obrade automobila.

SLIKA 1: Rheonics inline viskozimetar, SRV.
Kompaktni oblik SRV-a omogućuje izravnu ugradnju u liniju boje, blizu mjesta nanošenja. Sustav ostaje zatvoren; ne treba rukovati bojom ili je prenijeti kako bi se izvršilo mjerenje viskoznosti. Senzori malog oblika, pogodni za opasna okruženja, čine instalaciju i održavanje praktičnima. Nema potrošnog materijala, uzorkovanja i nije potrebno čišćenje. Mjerenje je kontinuirano, daje jasan signal viskoznosti koji se može koristiti za monitoring i kontrolu viskoznosti boje i za bilježenje viskoznosti za pomoć u dijagnosticiranju problema s kvalitetom.
Rheonics rezonantni senzori imaju intrinzično visoke stope smicanja, daleko iznad visokog platoa smicanja tipičnih sustava boja. Ovi rezonantni senzori mjere viskoznosti koje odražavaju ponašanje boja pri njihovim brzinama smicanja pri nanošenju, umjesto da daju neizravna mjerenja koja se moraju ispraviti metodom pokušaja i pogreške kako bi odražavala stvarne uvjete lakiranja.
Daje temperaturno kompenzirana očitanja viskoznosti
Rheonics senzori imaju ugrađeno mjerenje temperature, što omogućuje praćenje temperature boje na mjestu nanošenja. Ovo dopušta prilagodbu očitanja viskoznosti na temperaturno kompenziranu vrijednost viskoznosti, što je bitno za procjenu punjenja pigmenta iz mjerenja u stvarnom vremenu.
Jedinstvene prednosti SRV-a za primjenu u automobilskim bojama i premazima uključuju:
- Točno radi s bojama i premazima na bazi otapala i vodom.
- Robusna, hermetički zatvorena glava senzora. SRV se može očistiti u liniji ili krpom natopljenom otapalom, bez potrebe za rastavljanjem ili ponovnom kalibracijom.
- Nema pokretnih dijelova koji će stariti ili se ne oštetiti talogom boje
- Ne utječu uvjeti montaže - mogu se montirati u bilo koji dio sustava za bojanje.
- Neosjetljiv na čestice; nema problema s zaprljanjem ili uskim prazninama na senzoru.
- Svi navlaženi dijelovi su od nehrđajućeg čelika 316L - bez problema s korozijom kod komercijalnih boja, aditiva ili otapala.
- Ovjereno pod ATEX i IECEx kao
svojstveno siguran - može se koristiti u svima
operacije na bazi otapala. - Širok operativni raspon i jednostavna integracija - Elektronika senzora i komunikacijske mogućnosti čine ga izuzetno jednostavnim za integraciju i rad u industrijskim PLC-ima i upravljačkim sustavima.
- Snažan softver – Rheonics Softver PaintTrack je praktičan i intuitivan, a pokreće ga vlastiti, napredni AI sustav pete generacije za jednostavno zaključavanje i pokretanje. Podržava više HMI-ja za operatera, nadzornika proizvodnje, upravitelja kvalitete i pogled upravljanja. Dizajniran za automatizirano upravljanje instrumentima i prikupljanje podataka u tvorničkom okruženju (Slika 2).
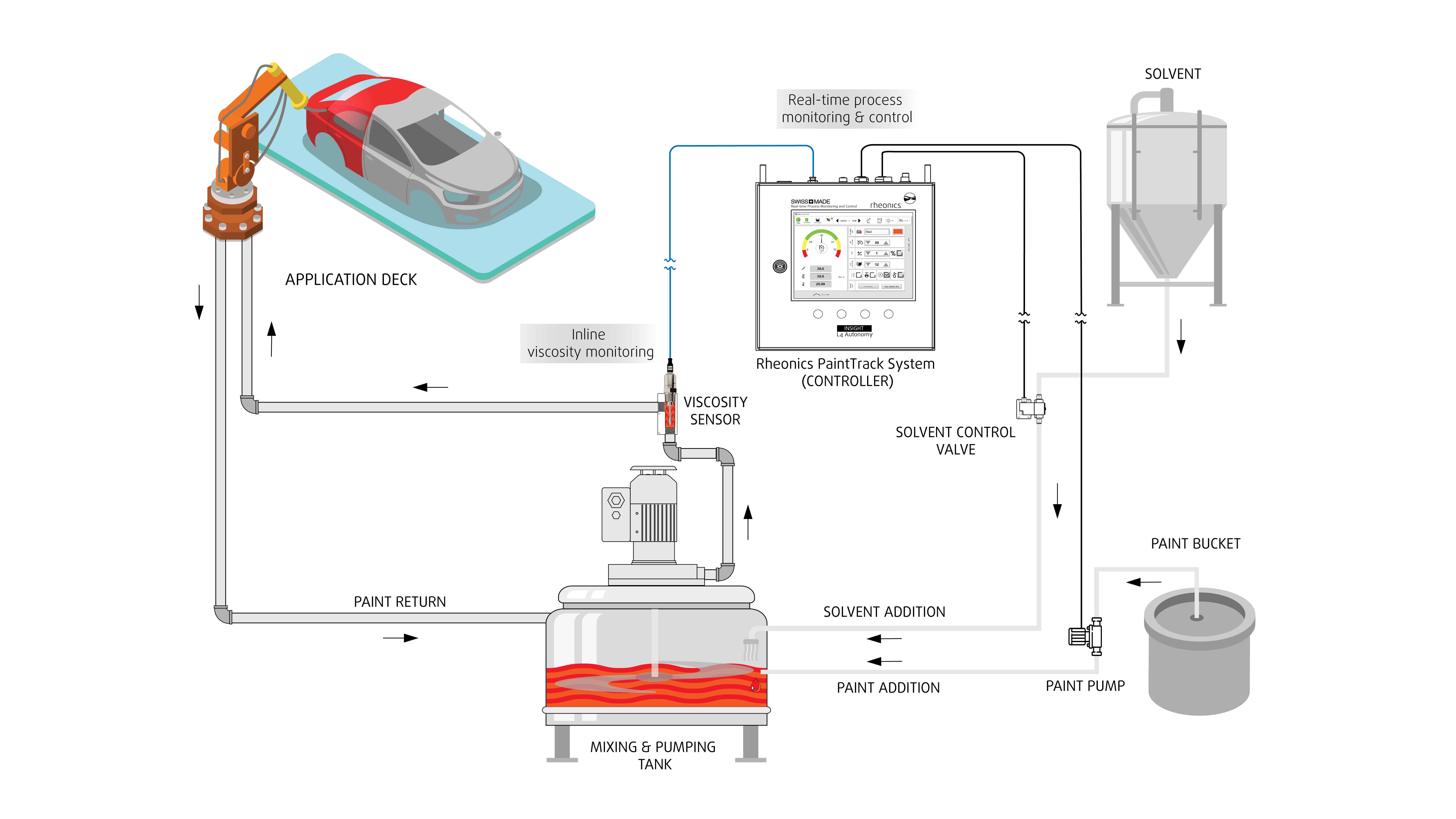
SLIKA 2: Rheonics linijski viskozimetar i PaintTrack sustav koji prikazuje linijsku integraciju viskozimetra u automobilskom procesu premazivanja.
Cjelovit pregled sustava i prediktivna kontrola
Rheonics rezonantnih senzora, zajedno sa Rheonics Kontrolni sustav PaintTrack i softver omogućuju on-line kontrolu temperaturno kompenzirane viskoznosti temeljnih premaza i premaza u više linija bojanja. Konzistentnost premaza na linijama za lakiranje u tvornici može se postići čak i pod različitim temperaturama i uvjetima isparavanja putem automatizacije sustava doziranja s kontrolerom koji koristi kontinuirana mjerenja viskoznosti u stvarnom vremenu.
Ključne prednosti nadzornog sustava i softvera PaintTrack uključuju:
- Smanjite i eliminirajte vrijeme postavljanja i bilješke učitavanjem unaprijed pokrenutih poslova za ponovljene narudžbe.
- Poboljšajte kvalitetu bojanja i smanjite troškove: Postignite postojanost boja, smanjite pogreške premaza osiguravajući točna svojstva boje tijekom postupka.
- Kompletna automatizacija za poboljšanu produktivnost i učinkovitost: Maksimalno povećajte brzinu rada boje, smanjite oslanjanje na ručna podešavanja strojeva i tehnike ručnog mjerenja.
- Robusna točnost i ponovljivost: Nema održavanja, nema ponovne kalibracije = nije potrebna pažnja.
- Viskoznost kompenzirana temperaturom s vlasničkom prediktivnom kontrolom praćenja: Rješenje koje precizno zaključava boju i kvalitetu sloja od početka do kraja na svakom poslu s ponovljivim rezultatima.
- Možete izvaditi šalicu iz jednadžbe: postupak nanošenja premaza postavljen je na znanstvene standarde, 100 puta veću točnost i razlučivost od prosječnih ispušnih šalica.
Zaključak
- Vibracijski viskozimetri, kao što je Rheonics SRV, približiti se visokim brzinama smicanja u nanošenju boje u spreju nego rotacijski viskozimetri ili viskozimetri s šalicom. Stoga su mjerenja sa SRV najbliža predviđanju ponašanja boje u stvarnim uvjetima prskanja.
- Inline kontrola viskoznosti sa SRV i Rheonics PaintTrack omogućuje kontinuiranu kontrolu viskoznosti, čineći potrebna razrjeđivanja u stvarnom vremenu. Kvaliteta premaza je zajamčena od početka novog bubnja do njegovog kraja.
- Rheonics SRV i PaintTrack kontroliraju pravu temperaturno kompenziranu viskoznost, ključni pokazatelj sadržaja pigmenta i kvalitete konačnog premaza.
Reference
- https://www.autoblog.com/2020/05/04/tesla-model-y-paint-issues-fix-detail-video/
- Inline viskozimetar SRV: https://rheonics.com/products/inline-viscometer-srv/
- Princip rada SRV-a: https://rheonics.com/whitepapers/
Pregled
Časopis usmjeren na industriju boja i premaza - PCI (https://www.pcimag.com/) objavljuje članak o temi Rheonics inline viskozimetar SRV i PaintTrack. U članku se govori o tome kako se konzistencija premaza na linijama za lakiranje u tvornici može postići čak i pri različitim temperaturama i uvjetima isparavanja putem automatizacije sustava za doziranje pomoću kontrolera koji koristi kontinuirana mjerenja viskoznosti u stvarnom vremenu.
Pronađite vezu do publikacije.
Srodna primjena Napomena

Kontrola i optimizacija kvaliteta bojanja i prevlačenja automobila
Kroz sve napredovanje u automobilskom dizajnu i proizvodnji tijekom godina, postojala je jedna konstanta - estetika vozila presudan je čimbenik u kupčevoj odluci o kupnji. Konzistentnost, kvaliteta i raznolikost završne obrade vozila igraju glavnu ulogu tijekom ...
{kind=link}

